|
|
|
|
|
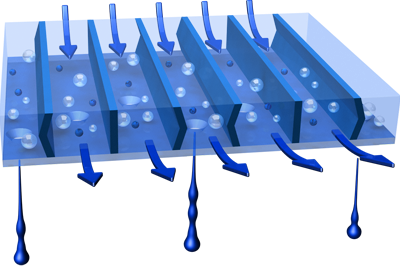
Through-channel ink recirculation prevents particle sedimentation, allowing even the larger particles to be jetted successfully. Any temporary nozzle blockages auto-recover without the need to halt the printing process for a cleaning cycle.
Absence of sedimentation around nozzles ensures that ink droplets are ejected “cleanly”, without unwanted deflection angles. Air bubbles, which would otherwise tend to accumulate around nozzle openings, are swept away, ensuring uninterrupted jetting. The recirculation process also allows ink to be passed through a conditioning unit, where optimum ink temperatures and consequent viscosity levels can be maintained accurately, resulting in consistent droplet form and volume. |
|
|
Increased opacity - Higher viscosities can carry greater pigment loads. Achieving sufficiently high white ink opacity for priming transparent substrates has until now been problematic for inkjet, especially for single-pass printing. Using multiple passes to improve opacity increases the total ink layer thickness, leading to unwanted surface embossing, distortion of thin substrates and potential instability of the ink layer.
The ability to increase pigment loads, for example titanium dioxide in white primers, makes single-pass inkjet printing a truly viable option for most forms of label printing, including direct-to-shape. Decreased migration - The ability to jet larger particles and higher viscosity inks will help to overcome the potentially hazardous migration of UV-curing ink monomers through food label and packaging substrates. Increasing the monomer particle size, or using longer chain oligomers (partially polymerized monomers), will undoubtedly reduce the risk of food contamination. Oligomers also improve the efficiency of UV-induced polymerization, reducing the presence of uncured particles. |
|
Benefits of Jetting Larger ParticlesThe achievement of jetting particle sizes up to 2,2 microns (d90), many times larger than the 250nm – 500nm particle sizes generally used in conventional inkjet inks, brings multiple benefits. Improved colours – compared with other printing technologies, inkjet printing tends to have lower colour saturation and vibrancy. This can be resolved by increasing the size of pigment particles; their smaller surface area in relation to their volume reduces white light reflection, thus increasing perceived color saturation. Alternatively, pigment loads can be reduced while still maintaining previous colour saturation levels. Reduced ink costs – the ability to use larger pigment particles reduces the need for highly-refined processing, which should in turn result in lower ink costs. New materials – support for larger particles increases the range of pigments and other surface treatments that can be applied by inkjet. For example, the jetting of metallic inks becomes possible when particle sizes above 2 microns are supported. Even 3D embossing and texturing materials will become jettable. |


|